LADYBIRD

部品面外観検査ユニット『LADYBIRD』(フルHD)
SUNZ外観検査機原理説明(ナレーション)
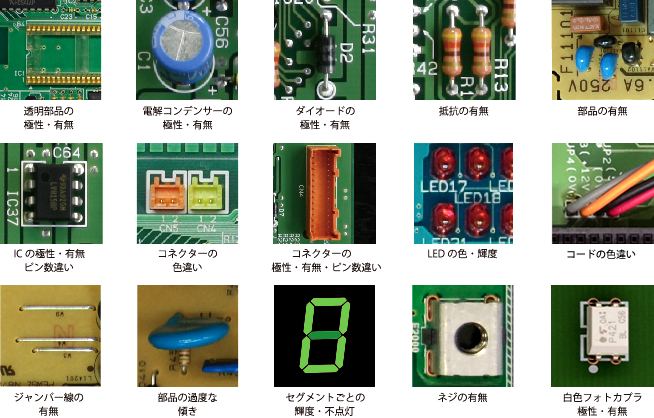
【検査項目】 下記の典型的な部品面検査の他、様々な検査が可能です。
【フィーチャー】 一切の無駄を省き、顧客工場既存の作業台に取り付けるのみで検査可能
照明も特別な理由がない限りは、作業台に付属の既存照明を利用できます。
- 検査方式にはパターンマッチングを一切使用していません。
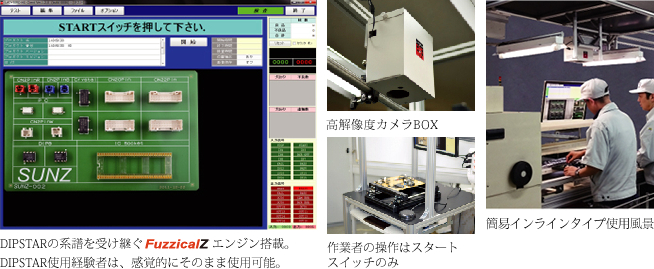
- 独自開発のFuzzicalZエンジンを搭載し、色分析による判定を行うことで、事実上「虚報ゼロ(擬似不良ゼロ)」を実現。
- 検査スピードは、撮像・検査を含めて5秒が基本。ラインタクト20秒以下の高速ラインでも十分に間に合います。
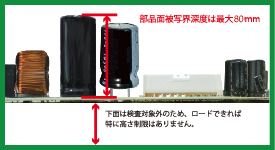
- 被写界深度が深く、部品高80mmの電解コン極性も問題無し。
- プログラム作成&デバッグは、LADYBIRD SERVERで行うため検査端末を止めることは一切ありません。
- 全ての検査画像を保存することができます。
【DIPライン検査自動化】 「重点目視」に取って代わる対策の切り札登場!
今まで「DIP 手挿入ライン」の検査自動化は難しいとされ、半ば目視が当たり前とされてきました。不良が流出すれば、その対策は【重点目視】。検査の自動化をできない理由は様々あるにせよ、これでは顧客満足には至りません。
「はんだ槽前」にLADYBIRD、「はんだ槽後」にDIPSTARを設置することで、テストカバレッジ100%を実現できます。
また、データ収集機能により、傾向不良の分析レポートを出力できるため、工程改善・設計改善へのフィードバックが素早くでき、「不良を出さないライン」の構築を目指せます。
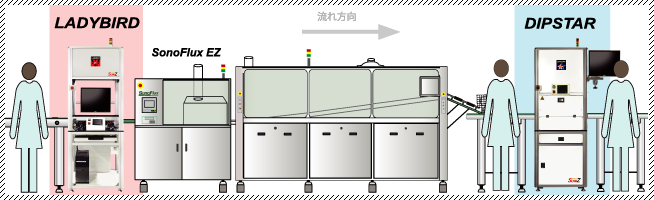
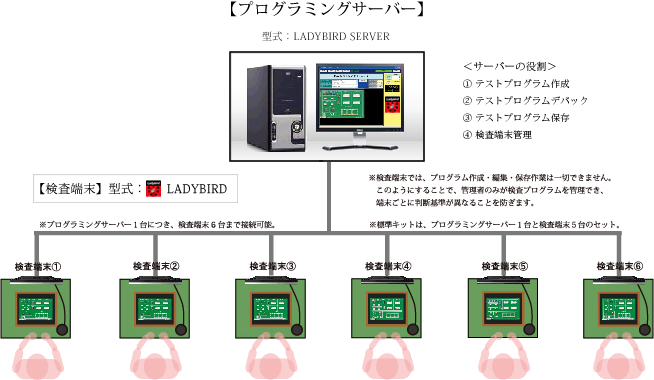
【システム構成概略図】
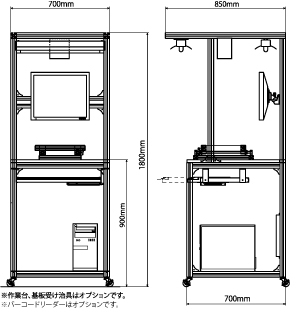
【仕様】 オフライン機
| 検査基板仕様 | |
|---|---|
| 基板サイズ | 50mm×50mm~250mm×330mm |
| 基板厚 | 0.5~2.0mm |
| 基板反り | 3mm以下 |
| 部品高さ (下面) |
20mm以下、カスタマイズ可 |
| 部品高さ (上面) |
80mm以下 |
| 検査仕様 | |
| 画像取込み | 一視野一回撮像 |
| 検査スピード | 5秒(検査部品点数100点の場合) |
| 検査対象 | 手挿入部品、LED色合い |
| 検査方法 | FuzzicalZ(色判定)、二値化 |
| 検査制度 | 基板サイズ、対象部品により調整可能 |
| 装置仕様 | |
| 電源 | AC 100V~240V 1.5KVA |
| 使用環境 | 温度:15~35℃ 湿度:30~80% |
| 重量 | 60kg(作業台重量含まず) |
| カメラユニット | CMOSカメラ |
| 有効画像数 | 2400万画素(標準)、3630万画素(HD) |
| 制御部 | PC OS:Windows 10 |
| 液晶モニター | 19インチ |
| 対応コード | 2次元コード、バーコード |
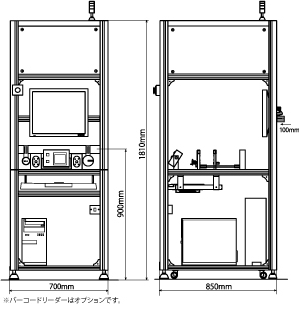
【仕様】 インライン機
| 検査基板仕様 | |
|---|---|
| 基板サイズ(標準) | 50mm×50mm~250mm×330mm |
| 基板厚 | 0.5~2.0mm |
| 基板反り | 3mm以下 |
| 部品高さ (下面) |
20mm以下、カスタマイズ可 |
| 部品高さ (上面) |
80mm以下 |
| 検査仕様 | |
| 画像取込み | 一視野一回撮像 |
| 検査スピード | 5秒(検査部品点数100点の場合) |
| 検査対象 | 手挿入部品、LED色合い |
| 検査方法 | FuzzicalZ(色判定)、二値化 |
| 検査制度 | 基板サイズ、対象部品により調整可能 |
| 装置仕様 | |
| 電源 | AC 100V~240V 1.5KVA |
| 使用環境 | 温度:15~35℃ 湿度:30~80% |
| 外観寸法 | 700(W)×850(D)×1810(H) |
| 重量 | 110kg(作業台重量含まず) |
| 搬送レベル | 850mm(+100mm/-20mm) |
| コンベア | 手前基準 |
| カメラユニット | CMOSカメラ |
| 有効画像数 | 2400万画素(標準)、3630万画素(HD) |
| 制御部 | PC OS:Windows 10 |
| 液晶モニター | 19インチ |
| 対応コード | 2次元コード、バーコード |





ライン専用」の画像検査サービス事業の総称です。製品のご購入・ご相談につきましては、メールまたはお電話にてお問い合わせください。")
